
 +86 10 59796858
+86 10 59796858
Introduction to the Development of Humanoid Robots
Humanoid robots are now transitioning from science fiction to industrial reality at an unprecedented speed. In recent years, the global humanoid robot industry has been experiencing a significant period of transition from concept validation to mass production. The demand for humanoid robots and the momentum of manufacturing are further accelerating. The industry expects that the annual sales of humanoid robots will likely exceed 100 million units in the future, forming a large market with a scale exceeding one trillion yuan.
Against the backdrop of this industry explosion, the detection, calibration, and alignment technology of humanoid robots has become a key support for ensuring product quality and improving motion accuracy. Compared to traditional industrial robots, humanoid robots have a larger number of joints (usually more than 20), longer motion chains, and higher degrees of freedom, which pose more complex technical challenges for kinematic calibration and accuracy detection.
Important Parameter Indicators for Humanoid Robot Detection
The detection and calibration of humanoid robots involve multiple types of parameters, among which the core indicators include:
(1) Absolute positioning accuracy: The deviation between the actual position reached by the robot's end effector or each joint in the spatial coordinate system and the theoretical target position. This is a core indicator for evaluating the humanoid robot's ability to perform precise tasks, typically requiring ≤±0.05mm in precision assembly scenarios;
(2) Pose repeatability: The degree of consistency when the robot's end effector repeatedly reaches the same target position and orientation, reflecting the level of random error in the system;
(3) D-H kinematic parameters: Including 24 parameters such as link length, link twist angle, joint offset, and joint angle. These parameters form the mathematical basis of the robot's kinematic model;
(4) Trajectory accuracy and repeatability: The deviation between the actual trajectory and the theoretical trajectory when the robot moves along a preset path, as well as the repeatability of multiple runs. For humanoid robots, this directly affects the execution quality of complex actions such as walking and grasping;
(5) Corner deviation: The maximum deviation between the actual path and the ideal path when the robot passes through the trajectory corner;
(6) Six degrees of freedom (6DoF) spatial pose: Measuring the spatial six-dimensional pose changes of each joint during movement;
(7) Biped walking stability parameters: Including the center of gravity ground projection point (CoG), zero moment point (ZMP), and center of pressure (CoP), which are important parameters for evaluating the walking stability of humanoid robot biped mechanisms.
Limitations of traditional measurement methods
For the relevant detection content of humanoid robots, using traditional measurement methods will have corresponding shortcomings to varying degrees:
(1) Insufficient dynamic measurement capability: Although traditional coordinate measuring machines and joint arms can meet measurement accuracy, they are only suitable for static conditions and cannot capture the real-time pose changes of humanoid robots during movement;
(2) Insufficient dynamic measurement accuracy: The traditional method of using six-dimensional force sensors installed on the feet to detect ground reaction force information to indirectly calculate CoP and ZMP does not consider the deformation of the biped structure under the robot's own weight and load conditions, which can easily lead to data distortion and affect the overall test results;
(3) Excessive additional error: When collecting data using traditional measurement methods, it often requires multiple touches on the robot body, which can easily cause changes in the robot's position, making the measurement data less accurate;
(4) Limited working space: Traditional coordinate measuring machines and joint arms are restricted by fixed measurement platforms and limited measurement ranges, making it difficult to cover all measurement requirements within the large movement space of humanoid robots;
(5) Relatively low efficiency: Traditional methods usually require a lot of manual intervention and repeated operations, and calibrating a multi-joint humanoid robot takes a long time, making it difficult to meet the high-efficiency detection needs during mass production stages.

Figure 1: Display of the API brand series laser trackers (models from left to right: iLT / Radian Plus / Radian Pro / Radian Core / iLTx)
Advantages of API Laser Trackers in Applications
The API brand Radian and iLT series laser trackers demonstrate significant advantages in the field of humanoid robot detection and calibration due to their outstanding technical performance and intelligent measurement methods: micron-level measurement accuracy and a measurement radius of over 80 meters easily meet the spatial measurement requirements of humanoid robots; a measurement rate of 1000Hz meets high-precision dynamic data acquisition standards; automated measurement can be achieved with fixtures or functional targets, reducing personnel intervention and making measurement data more objective; the operation is convenient and user-friendly, allowing a single person to complete the measurement task efficiently.
Figure 2: API Laser Tracker Humanoid Robot Measurement Site (I)
Measurement Process
(1) Measurement Preparation and Equipment Setup
Position the API laser tracker at a suitable location around the humanoid robot to be measured, ensuring that the emitted laser has a clear line of sight to each measurement point on the robot. Connect to a laptop to begin measurement.
(2) Data Collection
During conventional measurements, the operator holds a target sphere with a built-in prism, and the laser tracker emits a laser to the center of the target sphere and locks onto it. The operator then touches the measurement location with the target sphere, allowing the tracker to measure the coordinates of that spatial point and feedback the data to the measurement software for analysis;
In scenarios where humanoid robots require automated measurement, specialized fixtures developed by API can be used to place one or more target spheres. The robot's end effector (hand, foot, etc.) can then be moved to the measurement location, allowing the tracker to sequentially measure single or multiple target spheres, achieving three-dimensional or six-dimensional measurements for evaluating and analyzing position and posture;

Figure 3: API Laser Tracker Humanoid Robot Measurement Site (II)
In addition to the target ball, the ActiveTarget moving target with reverse locking function or the STS six-dimensional sensor with 6 degrees of freedom (6DoF) measurement capability can also be used to achieve high-precision static and dynamic measurement of key indicators of humanoid robots.

Figure 4: Robot Measurement Target Solution and Function Overview
(3) Data Analysis and Processing
Data processing is performed on several spatial points collected through measurement software, constructing corresponding geometric elements such as lines, planes, and volumes, and accurately analyzing the positional relationships between various targets, including parallelism, flatness, verticality, straightness, and angular division. This allows for the calculation of six-dimensional parameters of each joint relative to the robot's various postures, including CoG and ZMP, which are parameters for biped walking stability, with real-time feedback of the measurement results.
Comparing measurement data under different conditions, the deformation of each mechanical support structure of the robot in free and loaded states, as well as the kinematic deviations of each joint, are analyzed. In the RPM-DH software, actual measurement data is compared with the theoretical kinematic model of the robot to identify the actual D-H parameters, generating a compensation parameter data table to correct the kinematic model of the robot control system. The entire measurement process can achieve highly automated measurement, analysis, and feedback of results.
After completing parameter compensation, the measurement program is run again to verify the calibration effect, ensuring that the robot's absolute positioning accuracy, trajectory accuracy, and other indicators meet usage requirements. The system can automatically generate a test report according to the ISO 9283 standard.

Figure 5: RPM-DH Robot Measurement Software
API RPM-DH Robot Calibration Software
The RPM-DH (Robot Performance Measurement & Denavit-Hartenberg Modeling & Calibration) software is an integrated software platform developed by API specifically for robot performance evaluation and kinematic calibration. It works in conjunction with the Radian and iLT series laser trackers to comprehensively assess the performance indicators of industrial robots, collaborative robots, and humanoid robots in motion space, and implement precise compensation.
The software includes two core modules:
The RPM module (Robot Performance Measurement): It is used for measuring and collecting robot performance metrics, designed around the ISO 9283 standard. It can automatically detect and evaluate 14 key performance indicators, including robot pose accuracy and repeatability, multi-directional pose accuracy variation, distance accuracy and repeatability, position stability time and overshoot, pose drift characteristics, interchangeability, trajectory accuracy and repeatability, redirected trajectory accuracy, corner deviation, trajectory speed characteristics, minimum positioning time, static compliance, and swing deviation. The software provides a user-friendly human-computer interaction interface, and the measurement data and analysis results support graphical display, with detection reports output in various formats such as HTML, Excel, and PDF.
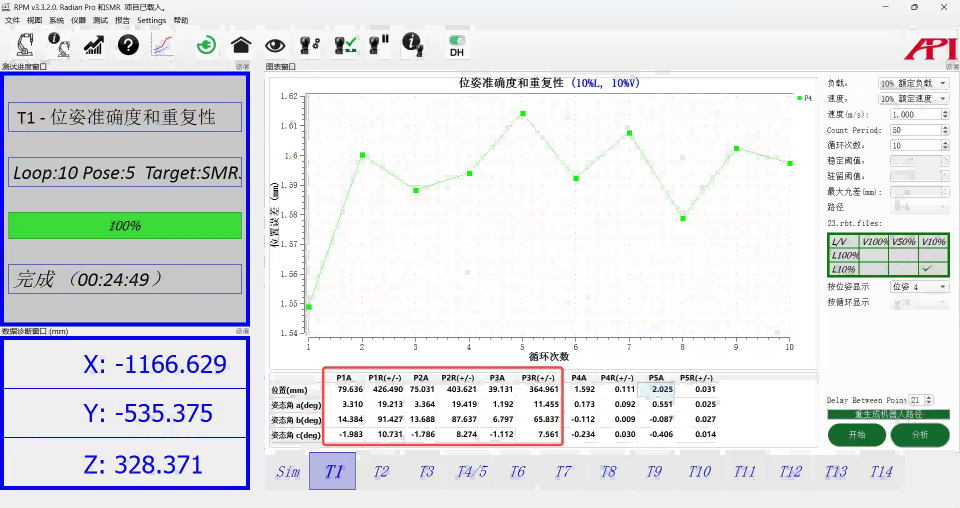
Figure 6: Robot Performance Testing
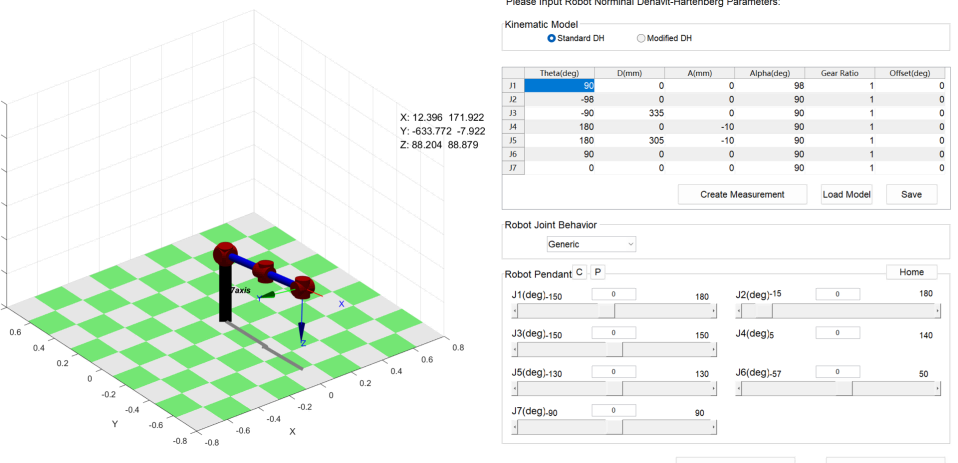
Figure 7: Robot D-H Calibration
The DH module (Denavit-Hartenberg Modeling & Calibration): It is used for guiding the calibration of robot kinematic parameters. This module collects end position data of the robot in multiple poses using a laser tracker and employs advanced algorithms to identify the robot's D-H parameters, automatically solving for the actual kinematic parameters. After calibration, the software generates a compensation parameter data table, which users can import into the robot controller, significantly improving the robot's absolute positioning accuracy and motion trajectory accuracy.
In practical applications, the RPM-DH software is seamlessly integrated with the API laser tracker, achieving full-process automation from data collection and parameter identification to accuracy compensation, providing reliable measurement technical support for the entire lifecycle of humanoid robots from research and development debugging to mass production testing.
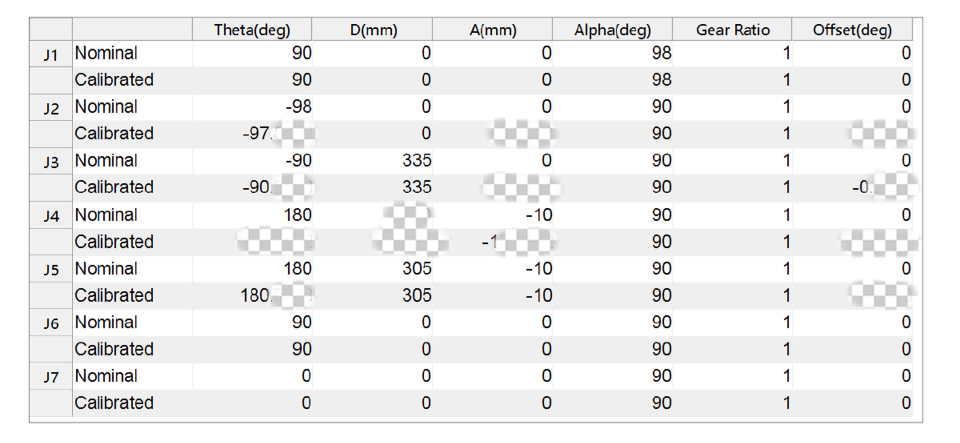
Figure 8: Comparison of Initial and Calibrated D-H Parameters
Summary
With the rapid development of the humanoid robot industry, the demand for product performance and quality assurance is becoming increasingly urgent. The API brand's Radian and iLT series laser trackers provide efficient, precise, and reliable solutions for the testing, calibration, and alignment of humanoid robots, thanks to their micron-level measurement accuracy, six degrees of freedom, dynamic measurement capabilities, intelligent automatic measurement functions, and compact portable design.

Figure 9: API Company Headquarters
About API
The API brand was founded by Dr. Kam Lau in 1987 in Rockville, Maryland, USA. He is the inventor of the laser tracker and holds multiple patents in globally leading measurement technologies, making him a leader in the field of precision measurement technology. Since its establishment, API has been dedicated to the research and production of precision measuring instruments and high-performance sensors in the mechanical manufacturing sector. Its products are widely used in advanced manufacturing fields around the world and are at the forefront of high-precision standards in coordinate measurement and machine tool performance testing.
相关新闻:
API Horizontal Arm Marking Machine Efficient Application in Industrial Production
About the Marking MachineThe marking machine is a measuring device commonly used
Precision 3D Inspection of Large Internal Combustion Engine Components
The Importance of 3D Inspection for Large Internal Combustion Engine ComponentsL
Application of API Laser Tracker in 3D Detection of Shield Machine Components
Importance of 3D Detection of Shield Machine ComponentsThe shield machine is the
Detection and Evaluation of the Concentricity of Centrifugal Pumps
Requirements for Concentricity Detection of Centrifugal PumpsThe concentricity o
Learn More:

激光跟踪仪靶球&测头
Maximize laser tracker productivity with hand held and 激光跟踪仪主动靶标.
Learn More /laser-tracker-targets

XD Laser CMM Calibration
The XD Laser is the only assessment system that can measure all 6 error parameters simultaneously in a single set-up
Learn More /xd-laser
API Reverse Engineering Service
Reverse engineering services include scan as-built parts to creation of a 3D digital point cloud and CAD Model.
Learn More /reverse-engineering/