
 +86 10 59796858
+86 10 59796858
The importance of large-scale sugar manufacturing equipment and 3D measurement and inspection
Large-scale sugar manufacturing equipment is the core of sugar factory production, encompassing the entire process from raw material pretreatment, sugar extraction, juice clarification, evaporation and crystallization, to separation and drying. It primarily comprises sugar cane crushers, beet continuous extractors, crystallization tanks, and sugar separators. These devices are generally characterized by non-standard design, large structure, and continuous operation, and are exposed to harsh working conditions of high temperature, high humidity, heavy load, and vibration for extended periods.
It is crucial to implement 3D measurement and inspection for large-scale sugar manufacturing equipment. On the one hand, the installation accuracy of the equipment directly affects the sugar extraction rate and operational stability. For example, excessive parallelism deviation of the roller shaft of the press can lead to a decrease in the sugar juice extraction rate and increased equipment wear. On the other hand, imported or old equipment often faces the problem of missing drawings, and 3D measurement can achieve precise manufacturing of spare parts through reverse engineering. More importantly, upgrading from traditional maintenance relying on experience to digital maintenance based on precise data has become an important part of equipment management in the sugar manufacturing industry.
Characteristics and challenges of 3D inspection for large-scale sugar manufacturing equipment
① Detection object and core indicators
The 3D inspection of large-scale sugar manufacturing equipment primarily focuses on the following key components and geometric tolerances:
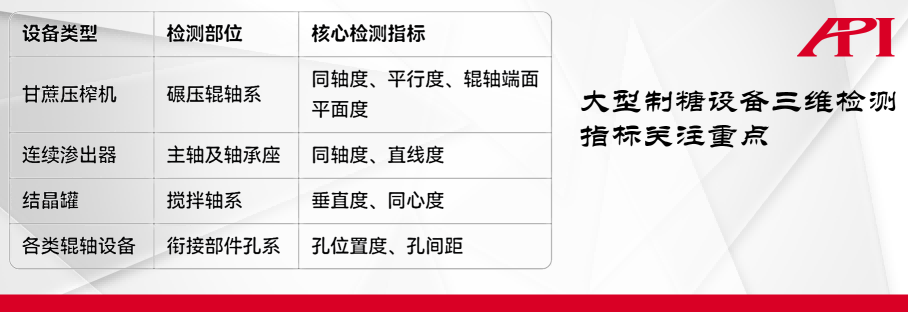
Figure 1: Key Focuses of 3D Inspection Indicators for Large-Scale Sugar Manufacturing Equipment
The accuracy requirements for these detection indicators are usually at the level of 0.05mm-0.1mm, and even higher for core components.
② Shortcomings of traditional detection methods
Before the introduction of modern measurement technologies such as laser trackers, the inspection of sugar manufacturing equipment primarily relied on traditional methods, which had significant limitations in both functional implementation and measurement effectiveness:
(1) Complex tools and cumbersome processes: Traditional measurement requires carrying a variety of tools (such as steel wires, dial indicators, level gauges, feeler gauges, etc.), with separate planning schemes for different measurement tasks, resulting in a complex workflow;
(2) Human error is difficult to avoid: Due to the significant involvement of human factors, the consistency of measurement results is relatively poor, making error control challenging;
(3) Insufficient large-scale measurement capability: Traditional three-coordinate measuring machines and articulated arms struggle to meet the measurement requirements of large-scale sugar manufacturing equipment, which can range from several meters to tens of meters in length, in terms of measurement range;
(4) Relatively low efficiency and long downtime: Traditional measurement requires the erection of a large number of scaffolds, which is time-consuming and dangerous, leading to an extended overhaul cycle for sugar factories;
(5) Poor adaptability to harsh environments: The sugar production site is exposed to dust, oil sludge, high temperature, and high humidity, making traditional optical instruments susceptible to interference.

Figure 2: API series laser trackers (models from left to right:
iLT / Radian Plus / Radian Pro / Radian Core / iLTx)
Advantages of API laser tracker in sugar equipment inspection
The API brand's Radian series and iLT series laser trackers, with their excellent performance, provide an efficient solution for 3D inspection of large sugar manufacturing equipment:
① Large-scale high-precision measurement capability
The API series of laser trackers boasts measurement accuracy at the micrometer (μm, 1/1000mm) level, with a measurement range extending up to 160 meters, covering the inspection needs of various large-scale equipment in sugar factories. Whether it's the roller shaft system of a press that spans over ten meters or the verticality measurement of a large crystallization tank, high-precision detection across the entire range can be achieved.
② Ultimate portability and flexible installation
The Radian series of laser trackers are compact and highly integrated, allowing for vertical, horizontal, inverted, or any angle inclined installation according to the actual on-site situation. This feature is particularly practical in the inspection of sugar manufacturing equipment where space is limited. For example, when measuring the coaxiality of hole systems between narrow press frames, the tracker can be flexibly placed at the optimal measurement position. The subsequent iLT series of laser trackers, based on the Radian series, further reduces the volume and weight by 50%, making it easily applicable to extremely narrow measurement spaces and portable for outdoor use.
③ Adaptability to harsh environments
The sugar production site is prone to pollution such as dust, sugar residue, and oil sludge. The API series of laser trackers boast a high IP protection level, effectively preventing dust and oil sludge intrusion, ensuring stable measurement performance even under harsh working conditions.
④ Efficient data acquisition capability
During measurement, the operator holds the target ball (SMR) and touches the area to be measured. The tracker collects three-dimensional coordinate data in real-time at a sampling rate of 1000Hz. Stable single-point measurement takes only a few seconds (adjustable according to actual needs), and it can achieve real-time trajectory measurement and automated data collection, significantly enhancing on-site operational efficiency and reducing downtime during major maintenance in sugar factories.

Figure 3: API tracker function expansion accessories

Figure 4: Introduction to the functions of the API tracker accessories
⑤ Function expansion and software support
Equipped with accessories such as the vProbe hidden point probe, it can measure complex parts such as deep holes and grooves. The accompanying measurement software supports functions such as geometric tolerance analysis, digital model comparison, and reverse engineering, meeting the comprehensive needs of sugar manufacturing equipment inspection.
The API laser tracker is compatible with mainstream measurement software on the market, such as Polyworks, SA, Metrolog, Verisurf, etc., making it easy and quick to integrate into customers' existing measurement systems. API has also developed its own Measure Pro measurement software tailored to the needs of factories and laboratories, which can efficiently adapt and integrate with all API measurement devices, facilitating data collection and analysis, and building a comprehensive measurement ecosystem solution for API.

Figure 5: The sugar-making machinery components to be measured in this case
Field measurement example demonstration: detection of coaxiality and parallelism of the roller hole system of a large sugar mill
① Measurement background
The measurement site is located at a large sugar manufacturing enterprise in Durban, South Africa.
The crushing roller of a large sugar mill is the core component of the crushing process. The coaxiality and parallelism of the bearing mounting holes on the installation base - the side frames - directly determine the operating state of the crushing roller. If the coaxiality of the hole system exceeds the tolerance, it will lead to uneven force on the roller shaft, overheating of the bearings, and increased wear, seriously affecting the sugar crushing efficiency and equipment lifespan. In this case, multiple bearing holes on the side frames of the crusher need to be precisely inspected in three dimensions.
② The dilemma of traditional detection methods
The frame of this press has a length exceeding 6 meters, with large spacing between bearing holes on both sides and complex spatial positions. Traditional methods require the use of steel wires in conjunction with an inside micrometer to measure each hole, which requires two people to operate and can take more than half a day. Furthermore, due to the influence of wire sag and human reading errors, accuracy is difficult to guarantee.

Figure 6: Measurement site in this case
③ API laser tracker detection process
Step 1: On-site setup and instrument positioning
The API-branded Radian Core laser tracker used on site needs to be set up in a suitable position in front of the press frame before starting the measurement, ensuring that all the bearing holes to be measured are within its line of sight. Due to the flexible installation of the Radian, engineers can adjust it to the optimal observation angle according to the on-site spatial conditions.
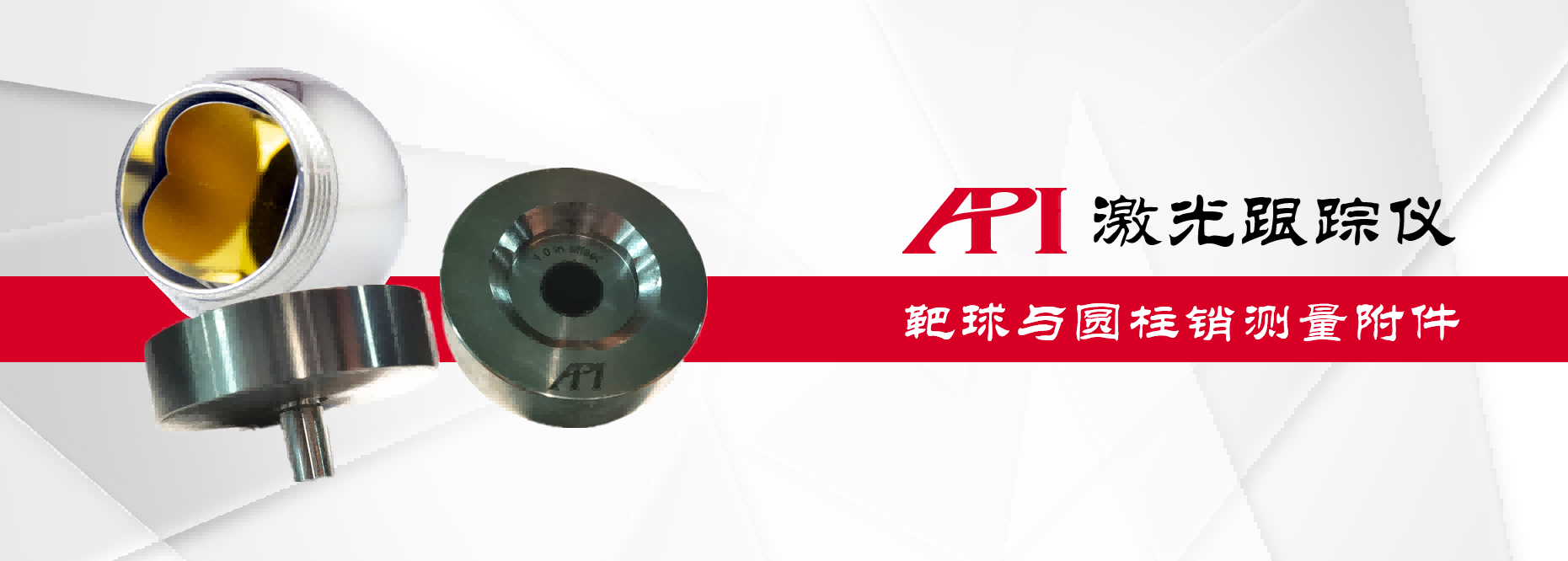
Figure 7: API tracker target ball and cylindrical pin measurement attachment
Step 2: Data collection
The measurement is conducted using a spherical master reference (SMR) in conjunction with a cylindrical pin ball socket (please refer to Figure 5 for illustration). The spherical master reference is adsorbed onto the top of the cylindrical pin ball socket, and then the pin part of the ball socket is fitted against the inner wall of each bearing hole, uniformly collecting multiple points along the circumference of the hole. The tracker tracks the position of the spherical master reference in real time, collecting the three-dimensional coordinates of each point at a frequency of 1000Hz.
After completing the circumferential sampling of each hole, the measurement software automatically fits the coordinates of the hole's center and the axis direction vector. The same operation is performed on all bearing holes on both sides of the frame in sequence.
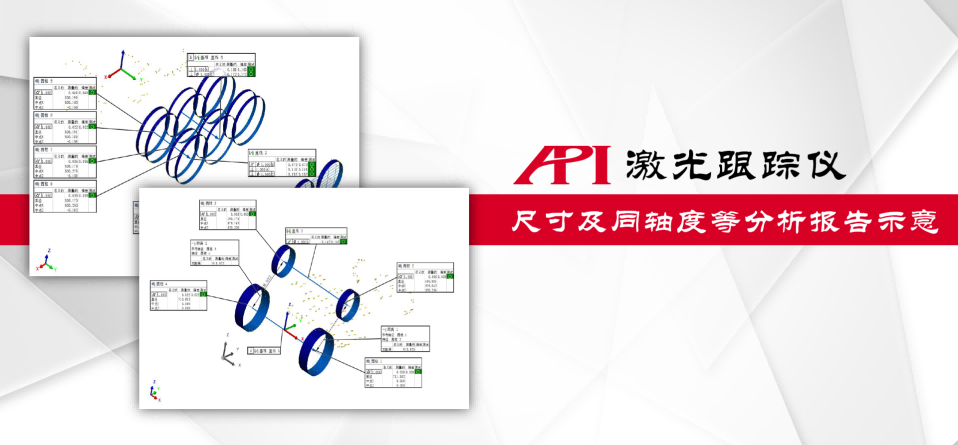
Figure 8: Schematic of data analysis report
Step 3: Data analysis
Once the 3D coordinate data of all the points to be measured has been collected, you can proceed with the settings in the measurement software on the laptop and carry out the final data analysis.
Based on the measurement content of this case, using the measurement data from each point of each hole position, a cylinder is fitted and constructed. The measurement software can automatically calculate and analyze the spatial data of the axis of the cylinder constructed based on the measurement data of each hole according to the instructions and requirements. By comparing the axis data, the analysis of coaxiality, parallelism, and other data can be achieved.
Summary
The API laser tracker has demonstrated remarkable applicability in the field of 3D measurement and inspection for large-scale sugar manufacturing equipment. Its characteristics, such as large size, high precision, portability, and strong environmental adaptability, all cater to the inspection needs of sugar manufacturing equipment. From the coaxiality and parallelism inspection of the roller shaft system of the press, to the straightness measurement of the main shaft of the diffuser, and to the reverse modeling and digitalization of spare parts for various old equipment, the API laser tracker can provide efficient and precise solutions.
As evident from the examples of coaxiality and parallelism inspection described in this article, the API laser tracker not only significantly enhances measurement efficiency and shortens the overhaul cycle of sugar factories, but also ensures equipment installation quality with micron-level precision, providing an effective means for sugar manufacturing enterprises to make the leap from empirical maintenance to digital precision maintenance. As the sugar industry evolves towards intelligence and refinement, 3D measurement technology based on laser trackers will inevitably play an increasingly important role.

Figure 9: API Company Headquarters Building
About API Company
API Corporation was founded in 1987 by Dr. Liu Jinchao, based on proprietary patented technology. Its headquarters is located in Rockville, Maryland, USA. Since its inception, API Corporation has been dedicated to the research, development, and production of precision measuring instruments and high-performance sensors in the field of mechanical manufacturing. Its products have been widely used in advanced manufacturing sectors worldwide and hold a leading position in high-precision standards for coordinate measurement and machine tool performance testing.
API boasts an experienced and highly capable team of engineers, who continuously develop advanced and innovative products to meet the needs of rapidly evolving industrial technologies. In numerous projects involving governments, enterprises, and scientific research worldwide, API is an active participant and a key technical partner. Its achievements to date have earned it a high reputation in the international precision measurement field. As a core product of API, the laser tracker has been widely used in large-scale precision measurement across various industries, including aerospace, automobile manufacturing, shipbuilding, engineering machinery, energy facilities, agricultural facilities, robot automation, and precision compensation for large machine tools.
相关新闻:
Stability Measurement and Evaluation of Pipeline Crawling Robots
Pipeline Crawling Robots and Detection RequirementsPipeline crawling robots are
Application of API Laser Tracker in the Measurement and Detection Field of Papermaking Machinery
Detection Requirements of Papermaking Machinery In order to address issues such
API Horizontal Arm Marking Machine Efficient Application in Industrial Production
About the Marking MachineThe marking machine is a measuring device commonly used
Precision 3D Inspection of Large Internal Combustion Engine Components
The Importance of 3D Inspection for Large Internal Combustion Engine ComponentsL
Learn More:

激光跟踪仪靶球&测头
Maximize laser tracker productivity with hand held and 激光跟踪仪主动靶标.
Learn More /laser-tracker-targets

XD Laser CMM Calibration
The XD Laser is the only assessment system that can measure all 6 error parameters simultaneously in a single set-up
Learn More /xd-laser
API Reverse Engineering Service
Reverse engineering services include scan as-built parts to creation of a 3D digital point cloud and CAD Model.
Learn More /reverse-engineering/