
 +86 10 59796858
+86 10 59796858
Maintenance of the Shock Absorber Base for Rail Locomotives
The shock absorber is an important vibration-damping component on the bogie of locomotives, and it is a key part that ensures the stability, comfort, and safety of high-speed operation. The shock absorber base is a critical load-bearing component that connects the shock absorber to the bogie frame, and its geometric accuracy and spatial position directly affect the working posture and performance of the shock absorber.
To meet the needs of "high-speed heavy-load" locomotives, a comprehensive disassembly and maintenance of the shock absorbers is required during major overhauls to restore their good functional state. Meanwhile, the shock absorber base, as the installation reference surface, may also experience fatigue deformation, wear, or weld cracks after long-term service, necessitating precise three-dimensional inspection within the overhaul cycle to ensure the reliability of the installation reference.
Inspection Items
The three-dimensional inspection of the shock absorber base involves multiple geometric accuracy evaluation indicators, mainly including:
① Flatness inspection of the installation surface: The flatness of the installation surface of the shock absorber base directly relates to the uniformity of force on the shock absorber after installation. Exceeding the flatness tolerance may lead to tilted installation of the shock absorber, localized stress concentration, and even loosening of fasteners. Typically, the flatness deviation is required to be controlled within 0.05mm.
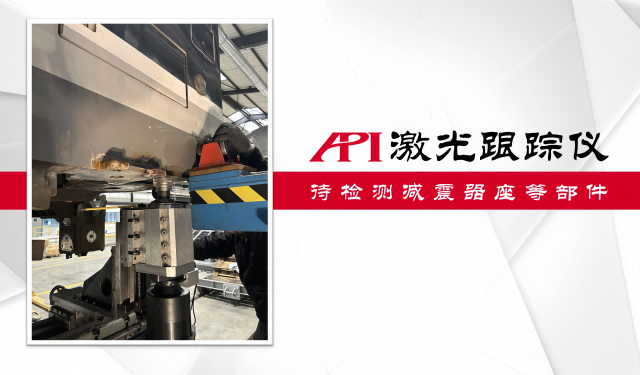
Figure 1: Shock Absorber Base and Other Components to be Inspected
② Position tolerance inspection of installation holes/grooves: The positional accuracy of installation holes, grooves, and other features on the shock absorber base relative to the design reference determines whether the shock absorber can be accurately positioned. Exceeding the position tolerance can cause installation difficulties, prolonged adjustment time, or even inability to install. During maintenance, the actual three-dimensional coordinates of each installation hole need to be measured and compared with the design model, with position deviation generally required to be controlled within 0.2mm.
③ Detection of coaxiality/parallelicity of installation holes: When the shock absorber seat contains multiple installation holes, the coaxiality or parallelism between the holes is crucial. If the coaxiality deviation of the hinge hole is too large, it can cause internal stress during the installation of the shock absorber, affecting its working posture and service life. The accuracy requirement for coaxiality detection is usually within 0.1mm.
④ Detection of the relative spatial position between the seat and the steering frame: The shock absorber seat is welded onto the steering frame, and its overall spatial position (including coordinate values and angular posture in the XYZ directions) must meet design requirements, directly affecting the geometric relationship of the suspension system. The measured coordinates need to be compared and analyzed with the CAD model to verify manufacturing accuracy and assembly quality.
Inconvenience of using traditional measuring tools
In traditional methods, the inspection and testing of the shock absorber seat mainly rely on tools such as micrometers, calipers, height gauges, and squares, as well as equipment like coordinate measuring machines. Compared to the application of laser trackers, traditional methods have some inconvenient factors:
Firstly, the measurement efficiency is relatively low: Traditional inspection methods require multiple people to form a team to work collaboratively according to procedures, using various measuring tools to measure one by one, which is time-consuming and labor-intensive. Moreover, the measurements are greatly influenced by subjective factors, making it difficult to ensure accuracy.
Secondly, it is challenging to efficiently achieve three-dimensional spatial measurements: Micrometers and calipers can only measure linear dimensions in a single direction and cannot obtain complete coordinate information of the measured elements in three-dimensional space. For flatness, positional tolerance, coaxiality, and other geometric tolerances of the shock absorber seat, traditional measuring tools find it difficult to provide accurate comprehensive evaluation results directly.
Thirdly, hidden points and deep holes are difficult to measure: The structure of the shock absorber seat is often quite compact, with some installation holes located 200mm-300mm deep inside the component. Traditional measuring tools, and even articulated arm measuring machines, often cannot reach these deep measurement points.
Fourthly, data management is difficult: The data obtained from traditional measuring tools is relatively scattered and cannot be directly compared with the CAD model, requiring manual recording and calculation, which easily introduces human error and makes it difficult to form a traceable digital inspection report.

Figure 2: API series laser trackers
API Solutions
In response to the many limitations of traditional measurement methods, the API brand Radian series laser tracker provides an efficient solution with significant performance advantages:
Ultra-high measurement accuracy: The Radian laser tracker has a measurement accuracy at the micron level (μm, 1/1000mm), fully meeting the requirements for detecting the shape and position tolerances of shock absorber seats, and providing metrology-grade accuracy assurance for the maintenance of key components in rail vehicles.
Ultra-large measurement range: The measurement radius can reach 80 meters (diameter 160 meters), allowing a single Radian laser tracker to cover the large-scale measurement needs of the entire bogie and even the whole carriage, eliminating the need for frequent station changes and significantly improving operational efficiency.
Efficient data collection: Implementing three-dimensional measurements at a data collection rate of 1000Hz (1000 points/second), fast and efficient.
Hidden point measurement capability: With the vProbe hidden point intelligent probe, precise measurements can be easily achieved even in installation holes and hidden locations that are 200mm-300mm deep within components. Probe lengths range from 50mm to 500mm, and the dual probe design for vertical and horizontal positions facilitates measurement by the operator.
Portable and flexible: The main unit of the Radian laser tracker weighs only about 10 kilograms, with a total weight of less than 11 kilograms, making it easy to fit into a carry-on suitcase, suitable for flexible deployment at rail vehicle maintenance sites.

Figure 3: API laser tracker functional expansion accessories

Figure 4: Introduction to the functions of various accessories
Measurement implementation
During measurement, the operator holds the target ball (or other target accessories) with a built-in prism, and the laser tracker emits a laser to the center of the target ball (or the light-receiving device of the accessory target) and locks onto it for tracking. The operator touches the measurement location with the target ball (or the probe of the target accessory), and the Radian laser tracker can collect the three-dimensional coordinate data of that target location in real-time and send it to the measurement software on the laptop for recording, which will be used for subsequent evaluation and analysis.
Once the coordinate data collection for all target positions to be tested is completed, the collected data can be used in the measurement software to fit corresponding lines, surfaces, volumes, etc., and compare them with the actual measurement data (or CAD models) to obtain deviation values, which serve as the basis for subsequent adjustments and repairs, achieving the purpose of detection.

Figure 5: Measurement site of this case (I)

Figure 6: Measurement site of this case (II)
More expansions
In addition to the three-dimensional detection of the shock absorber seat introduced in this case, the Radian laser tracker, with its high precision, large range, and multifunctional characteristics, can also play an important role in various aspects of the manufacturing and maintenance of rail vehicles:
① Comprehensive detection of the bogie system: The bogie is the core running component of rail vehicles, and its frame geometric accuracy, installation position accuracy of various suspension devices, and wheelset positioning accuracy all require strict three-dimensional detection. The role of the Radian laser tracker has been validated in leading bogie manufacturing plants worldwide, used for alignment, measurement, and clamping operations of the bogie frame, ensuring that no tension or distortion occurs during the processing of the frame. (Refer to the case article "Radian Laser Tracker Assists Siemens Graz in Efficient Measurement of Locomotive Bogie Systems")
② Body manufacturing and maintenance: In the manufacturing and maintenance of locomotive bodies, the Radian laser tracker can be used for position detection of key mounting seats (such as coupler seats, traction seats, anti-roll torsion bar seats, etc.), three-dimensional scanning of the body profile, and static boundary checks to verify manufacturing accuracy and assembly quality.
③ Calibration of large fixtures and jigs: A large number of welding jigs, assembly tools, and other specialized equipment are used in rail vehicle manufacturing, and their accuracy directly affects product quality. The Radian laser tracker can perform regular three-dimensional calibration of these tools to ensure that their accuracy remains controlled.
④ Measurement and installation positioning guidance: By utilizing the "adjustment" function of the Radian laser tracker, operators can attach the target ball to the workpiece, and through real-time tracking measurement, the deviation direction and amount are displayed on the screen in real time, guiding the workpiece to be adjusted to the correct position, achieving efficient installation positioning guidance.
Summary
The shock absorber seat of the rail locomotive, as a key load-bearing component of the suspension system, has its geometric accuracy directly related to the installation posture, stress state of the shock absorber, and the operational stability and safety of the entire vehicle. Traditional measurement methods have significant shortcomings in efficiency, accuracy, and three-dimensional spatial measurement capabilities, making it difficult to meet the modern rail transit maintenance demands for efficient and high-precision three-dimensional detection.
The API brand Radian laser tracker provides a one-stop efficient solution for the maintenance measurement of rail locomotive shock absorber seats, thanks to its micron-level measurement accuracy, measurement radius exceeding 80 meters, high sampling rate of 1000Hz, and a variety of functional expansion accessories such as the vProbe hidden point probe.
From flatness of the installation surface to positional accuracy of deep holes, and from single-point dimension measurement to overall digital model comparison, the Radian laser tracker can efficiently complete detection tasks, significantly reducing maintenance downtime and lowering labor costs, while providing complete digital traceability for measurement data. In the context of the development of rail transit equipment towards high speed and intelligence, the application of the Radian laser tracker provides solid technical support for improving maintenance quality and ensuring operational safety.
相关新闻:
Stability Measurement and Evaluation of Pipeline Crawling Robots
Pipeline Crawling Robots and Detection RequirementsPipeline crawling robots are
Application of API Laser Tracker in the Measurement and Detection Field of Papermaking Machinery
Detection Requirements of Papermaking Machinery In order to address issues such
API Horizontal Arm Marking Machine Efficient Application in Industrial Production
About the Marking MachineThe marking machine is a measuring device commonly used
Precision 3D Inspection of Large Internal Combustion Engine Components
The Importance of 3D Inspection for Large Internal Combustion Engine ComponentsL
Learn More:

激光跟踪仪靶球&测头
Maximize laser tracker productivity with hand held and 激光跟踪仪主动靶标.
Learn More /laser-tracker-targets

XD Laser CMM Calibration
The XD Laser is the only assessment system that can measure all 6 error parameters simultaneously in a single set-up
Learn More /xd-laser
API Reverse Engineering Service
Reverse engineering services include scan as-built parts to creation of a 3D digital point cloud and CAD Model.
Learn More /reverse-engineering/