
 +86 10 84351506
+86 10 84351506
The Importance of 3D Inspection for Large Internal Combustion Engine Components
Large internal combustion engines are core equipment in fields such as marine power, peak regulation in power plants, and mining machinery. Their key components—cylinder liners (sleeves), pistons, connecting rods, cylinder heads, etc.—often feature oversized dimensions, complex geometries, and stringent fit requirements. For example, in marine low-speed diesel engines, the inner diameter of a single-cylinder liner can reach 1 meter or even larger, and the weight of the piston is measured in tons.
The manufacturing precision and assembly quality of these components directly determine the combustion efficiency, emission levels, operational lifespan, and reliability of the internal combustion engine. Therefore, implementing precision 3D inspection on large internal combustion engine components is not only a means to verify processing quality but also an important technical barrier to ensure the safe operation of the unit and avoid accident losses.
Traditional inspection methods have become increasingly inadequate to meet the quality control demands of modern high-strength internal combustion engines. Digital 3D measurement solutions that are high-precision, high-efficiency, and adaptable to field environments have become essential in the industry.
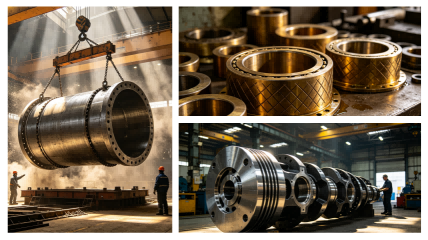
Figure 1: Large Internal Combustion Engine Components
Inspection Content
There are many projects that require precision 3D inspection of key components of large internal combustion engines, with typical requirements summarized as follows:
① Inspection of the cylindrical features of the inner hole of the sleeve (cylinder liner)
Measure the inner hole diameter, roundness, cylindricity, and coaxiality. The diameter measurement accuracy is typically required to be better than 0.03 mm, while the roundness and cylindricity errors are controlled within 0.02 mm to 0.05 mm to ensure good fit and gas tightness between the piston rings and the cylinder wall.
② Detection of the positioning stop and installation surface of the sleeve
Check the diameter, coaxiality, and perpendicularity of the upper and lower positioning stops to the inner hole axis. The perpendicularity requirement is often stricter than 0.05 mm to prevent misalignment of the cylinder sleeve, which can lead to piston wear and cylinder pulling.
③ Detection of the outer contour of the piston skirt
Measure the outer diameter, ovality, taper, and straightness of the piston skirt. The accuracy of the contour shape directly affects the establishment of the oil film and the guiding stability between the skirt and the cylinder sleeve.
④ Position and geometric tolerance of the piston pin hole
Check the diameter, cylindricity, coaxiality of the piston pin hole, as well as the perpendicularity and positional tolerance of the pin hole axis relative to the skirt axis. The positional tolerance is often controlled within 0.05 mm or even higher to avoid additional bending moments and abnormal noises in the connecting rod mechanism.
⑤ Detection of piston ring grooves and top surface
Measure the radial depth, axial width, flatness of each ring groove, and the parallelism between them, while also checking the flatness of the piston top surface and the compression height (the distance from the top surface to the pin hole axis), which directly relates to the consistency of the compression ratio.
⑥ Overall assembly interface of large components
Dimensions related to the flatness of the cylinder head fire surface and the sealing of the cooling water jacket interface must be included in the three-dimensional detection system, with a flatness requirement of 0.05 mm/m² level.

Figure 2: API brand laser tracker (models from left to right: iLT / Radian Plus / Radian Pro / Radian Core / iLTx)
Limitations of traditional inspection methods
When faced with large internal combustion engine components with a diameter of up to 1 meter, traditional inspection methods reveal multiple limitations:
Manual measuring tools and large internal diameter micrometers: Although easy to operate, they can only obtain local cross-sectional dimensions and cannot comprehensively evaluate tolerances such as roundness and coaxiality; moreover, large-span measuring tools are easily affected by self-weight deformation and human alignment errors, resulting in poor measurement consistency, making it difficult to establish a complete three-dimensional coordinate system.
Fixed coordinate measuring machines (CMM): Although laboratory-grade CMMs have high precision, their travel is limited. Accommodating cylinder liners or pistons with a diameter of 1 meter and weighing several tons requires special models with ultra-large travel, which are not only extremely expensive but also face difficulties in workpiece transportation, flipping, and clamping, and are hard to adapt to the temperature and humidity conditions of the workshop and the foundation conditions, leading to long measurement cycles that severely affect production rhythm.
Articulated arm measuring machines: Articulated arms have a certain degree of portability, but their measurement range is limited by arm length, with a typical working radius of 2 to 3 meters. For measuring deep cavities of internal holes with a diameter of 1 meter, the articulated arm often needs to reach deep into the cavity, with limited posture, significant cantilever errors caused by the weight of the arm, increased spatial length measurement errors, and difficulty in ensuring the accuracy of long-span coaxiality detection. Repeat positioning and long-term stability also struggle to meet the full-size inspection requirements.
Overall, traditional inspection methods struggle to simultaneously meet the demands of modern large internal combustion engine manufacturing inspection in terms of large size, high precision, on-site portability, and comprehensive three-dimensional evaluation.

Figure 3: API Laser Tracker Function Expansion Accessories and Introduction
API Laser Tracker Measurement Solutions
The API Radian series and iLT series laser trackers provide an ideal comprehensive solution for the precision three-dimensional inspection of large internal combustion engine components, with the following outstanding advantages:
Ultra-large measurement range and high measurement precision: The Radian and iLT series laser trackers possess micron-level measurement accuracy and a measurement radius of over 80 meters, with the Radian Pro model integrating IFM laser (the benchmark for length measurement), providing traceable inspection data under extreme precision performance, easily handling the shape and position tolerance inspection of large cylinder liners and pistons.
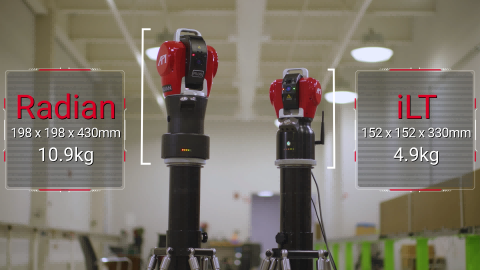
Figure 4: Radian (left) and iLT (right) laser trackers
Portability and on-site adaptability: The Radian series laser trackers feature excellent high-integration industrial design, with a compact main body that is lightweight and can be set up in any stable position around the workpiece. There is no need to move heavy cylinder sleeves or pistons to the measurement room; the measurement system can be established directly next to the processing equipment or at the assembly site, reducing turnaround time and enabling on-site inspection without moving the workpiece. The iLT series laser trackers further reduce the size and weight of the main unit by 50% based on the high precision and large range characteristics of the Radian series, making them even more portable and suitable for on-site measurements and multi-machine integrated automated measurement scenarios.
Rich functional expansion accessories: In addition to standard spherical mirrors (SMR), API has designed and manufactured various functional expansion accessories for trackers based on first-line measurement needs, such as: the vProbe hidden point intelligent probe for deep hole and hidden point measurement, the iScan3D intelligent scanning probe for rapid point cloud acquisition, the ActiveTarget active target for automated measurement with trackers, and the STS six-dimensional sensor for six degrees of freedom (6DoF) detection with trackers, etc.

Figure 5: MeasurePro software and API full series compatible products
Comprehensive geometric evaluation software: API has independently developed the MeasurePro measurement software, which can integrate the entire series of API measurement products, quickly process the collected point cloud data, and achieve precise analysis. The entire series of API measurement products can also seamlessly integrate with mainstream measurement software on the market (such as: Polyworks, SA, Verisurf, Metrolog, etc.), quickly fitting into your existing measurement system.

Figure 6: Measurement site of this case
On-site implementation
In this case, a API Radian Plus laser tracker was used to perform precise three-dimensional measurements on a large cylinder liner (sleeve) and paired piston, with a component diameter of up to 1 meter and a single piece weighing over 2 tons.
At the site, the laser tracker was first set up in a suitable position around the internal combustion engine component to be measured, and connected to a laptop to begin measurement.
During measurement, the laser tracker emits a laser to the center position of the built-in prism target ball (SMR) held by the operator and locks onto the tracking. The operator touches the measurement position with the target ball, and the laser tracker can then perform precise measurements of the spatial coordinate data at that position at a rate of 1000 times per second, recording it in the measurement software on the laptop for subsequent analysis.

Figure 7: Measurement site of this case
For measurements at hidden locations, the vProbe intelligent probe can be used in conjunction with the laser tracker. The vProbe hidden point intelligent probe integrates a laser receiving device similar to the target ball at the top, and has probe positions at the bottom and rear. During measurement, the laser receiving device locks onto the tracker laser, and the probe is inserted into deep holes or hidden locations for measurement, enabling data collection for deep holes and hidden points. The probe of the vProbe intelligent probe is available in various models ranging from 50mm to 500mm, fully meeting the three-dimensional measurement needs of large internal combustion engine components.
Once data collection for all positions is completed, the collected points can be used in the measurement software to construct corresponding lines, surfaces, and volumes, or to compare with numerical models to calculate deviations, achieving the purpose of measurement and inspection.
Summary
The core components of large internal combustion engines, such as cylinder liners and pistons, pose stringent requirements for high precision, comprehensive factors, and on-site capabilities in three-dimensional measurements. Traditional measurement methods are limited by size, precision, and efficiency, making them difficult to serve as the basis for modern manufacturing closed loops.
The API Radian and iLT series laser trackers, with their ultra-long range, micron-level precision, and rich powerful features, have successfully achieved precise three-dimensional measurement of multiple geometric tolerances for core components such as large internal combustion engine liners and pistons. This has significantly shortened the inspection cycle, reduced handling risks, and ensured the consistency of assembly chain accuracy, providing a solid measurement data foundation for the high-quality manufacturing and long-life operation of large internal combustion engines.

Figure 8: API Headquarters Building
About API
The API brand was founded by Dr. Kam Lau in 1987 in Rockville, Maryland, USA. He is the inventor of the laser tracker and holds multiple patents for globally leading measurement technologies, making him a leader in the field of precision measurement technology. Since its establishment, API has been committed to the research and production of precision measurement instruments and high-performance sensors in the mechanical manufacturing field. Its products are widely used in advanced manufacturing sectors around the world and are at the forefront of high-precision standards in coordinate measurement and machine tool performance testing.
相关新闻:
9D Integration of LiDAR in Automotive Production Lines
AbstractThe dynamic 9D LiDAR (9D LADAR) from API significantly enhances the effi
Installation calibration, online debugging of woodworking machinery And acceptance testing precisio
With the rapid development of electronics and automation technology, CNC technol
API Precision Measurement Services
About Measurement ServicesIn the fields of industry and manufacturing, contract

Precision 3D measurement and inspection solutions for large compressor components
3D inspection requirements for large compressors and componentsLarge compressors
Learn More:

激光跟踪仪靶球&测头
Maximize laser tracker productivity with hand held and 激光跟踪仪主动靶标.
Learn More /laser-tracker-targets

XD Laser CMM Calibration
The XD Laser is the only assessment system that can measure all 6 error parameters simultaneously in a single set-up
Learn More /xd-laser
API Reverse Engineering Service
Reverse engineering services include scan as-built parts to creation of a 3D digital point cloud and CAD Model.
Learn More /reverse-engineering/