
 +86 10 59796858
+86 10 59796858
3D inspection requirements for large compressors and components
Large compressors are core power equipment for major industrial installations such as petrochemical, refining, and natural gas transportation. Their moving parts drive pistons to reciprocate in cylinders through crankshafts and connecting rods, achieving gas pressurization and transportation. The entire unit is precisely assembled from multiple large components, including the machine body, middle body, cylinder, crosshead slideway, and bearing seat. The geometric accuracy of these components, especially the spatial 3D relationships of critical hole systems and mating surfaces, directly determines the stability, vibration levels, sealing life, and energy efficiency performance of the compressor.
Large compressors operate continuously under high loads, and any slight deviation in shape and position will be magnified, leading to wear, abnormal vibrations, piston rod breakage, or even safety accidents. Therefore, precise 3D measurement and inspection of its components is a core technical step to reduce failure rates. High-precision 3D measurement can detect processing deviations and deformations early, guiding adjustments and corrections to achieve precise assembly, ensuring equipment performance and safe operation.
Contents to be inspected
Precision 3D inspection of large compressor components covers various geometric tolerance items, with accuracy requirements typically reaching the micrometer level. The main inspection contents include:
· Position tolerance of holes: Spatial position deviations of the main bearing holes of the machine body, crosshead slideway holes, cylinder positioning stop holes, etc., relative to the reference coordinate system. These holes determine the installation positions of moving parts, and exceeding position tolerance can cause misalignment between the piston rod and packing, as well as between the crosshead and slideway.
· Cylindricity and coaxiality of holes: The most critical aspect is the coaxiality among multiple bearing holes, such as the coaxial relationship between the front and rear main bearing holes of the machine body, the motor support bearing hole, and the compressor crankshaft hole, as well as the coaxiality requirements of the crosshead slideway holes in multiple rows of compressors. The usual inspection accuracy requirement is within 0.1mm.
· Flatness and parallelism of end faces: Flatness of large flat surfaces such as the mating surface between the middle body and the machine body, the end face of the cylinder, and the flange surface of the middle body, as well as the parallelism relative to the reference plane, with accuracy requirements often within 0.02mm/m. If these mating surfaces are not flat or are distorted, it can cause uneven stress on the sealing gasket, leading to leaks and misalignment of related hole axes.
· Distance and positional relationships: The distances from the axes of each hole to the installation reference plane, the pitch circle positions of the unit's anchor bolt holes, etc., ensuring that components can be smoothly assembled and achieve the designed relative positions.
These detection objects are often large in size (with body lengths reaching over ten meters), structurally complex, and have concealed benchmarks. It is necessary to obtain precise three-dimensional coordinates in a large-span space and conduct multi-factor joint evaluations based on the benchmark system.
Limitations of traditional methods
Before the widespread adoption of laser tracker measurement technology, three-dimensional detection of large compressor components mainly relied on traditional methods such as steel wire pull lines, internal micrometers, frame levels, theodolites, large calipers, and dial indicators for combined measurements. These detection methods are relatively limited in terms of measurement accuracy and stability in practice.
Due to the typically large size and weight of large compressor components, traditional tools find it difficult to achieve overall measurement during large-scale measurements, often requiring segmented measurements. This introduces more splicing errors and human errors, making it challenging to evaluate the overall condition of the workpiece with high precision.

Figure 1: API series laser trackers (models from left to right: iLT / Radian Plus / Radian Pro / Radian Core / iLTx)
API laser tracker measurement solutions
Compared to traditional measurement methods, API laser trackers have a larger measurement range (radius of 80 meters), allowing for broader data measurement collection at a single station, reducing human errors and station transfer errors. At the same time, the API series laser trackers offer micron-level measurement accuracy, are compact and portable, making it easy to carry them to large component sites for testing. The equipped "weather station" system can automatically compensate for current temperature, humidity, and air pressure, significantly improving detection efficiency.
During measurement, the operator only needs to hold the laser tracker target ball (SMR) with a built-in prism, and the laser tracker will immediately emit a laser to the center of the target ball and lock onto it for tracking. The operator briefly holds the target ball against the measurement position of the component to be measured. While the target ball is stable, the tracker will accurately measure and collect the spatial coordinates of that point at a measurement rate of 1000 points/second, and the data will be synchronized in real-time to the measurement software on the laptop for subsequent analysis.
The data after measurement can be comprehensively analyzed using powerful 3D measurement software (MeasurePro, Polyworks, SA, Metrolog, Verisurf, etc.), and automatic inspection reports can be generated based on requirements, making measurement easy and efficient.

Figure 2: Measurement site of this case
Measurement site
In this case, the main implementation is the detection of coaxiality of holes in large compressor components.
On site, the measurement engineer first sets up the API laser tracker at a suitable position next to the workpiece, then uses the target ball to measure points on the hole wall. Once all spatial point data collection is completed, the measurement software can be used to construct a cylinder by best fitting the points collected from each hole and calculate the position of the central axis. Finally, the relationships of several central axis positions can be compared to evaluate their coaxiality, achieving the purpose of measurement detection.
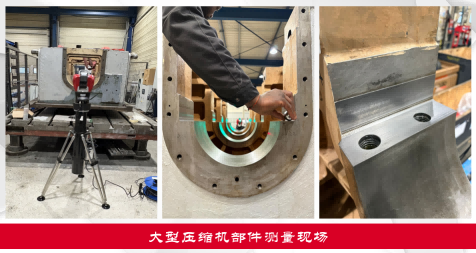
Figure 3: Measurement site of large compressor components
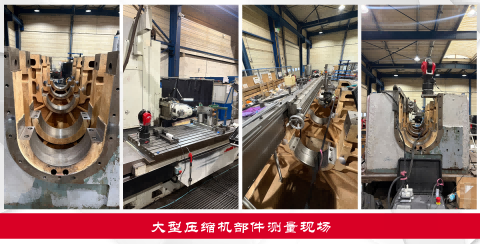
Figure 4: Measurement site of large compressor components
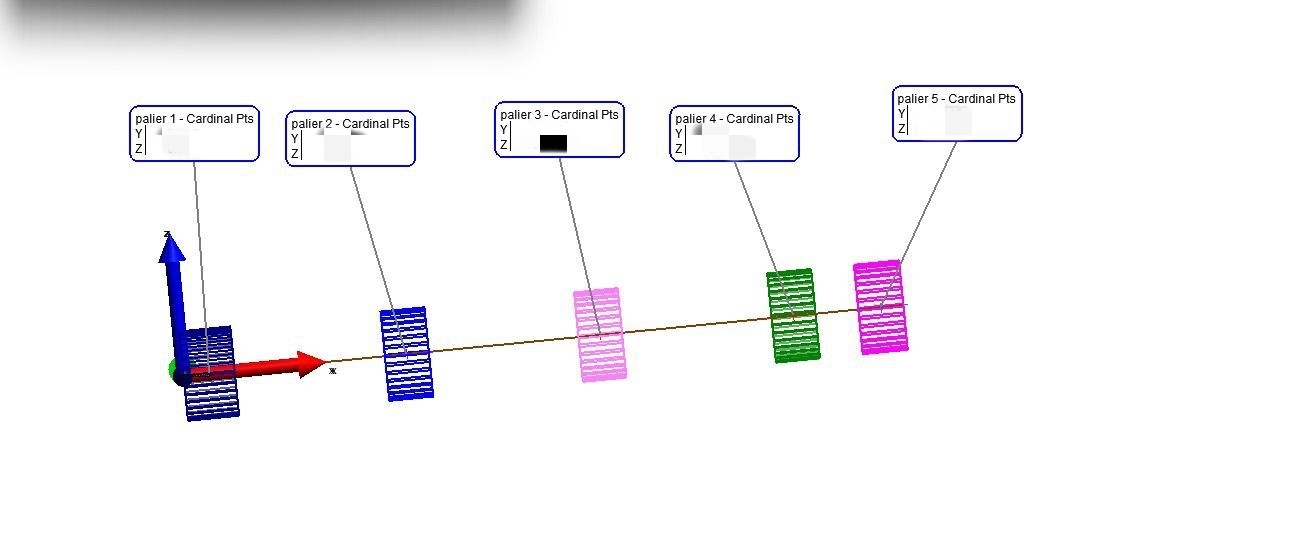
Figure 5: Measurement data and analysis
More expansions
For confined spaces and limited working environments, API has also independently developed various functional expansion accessories for laser trackers, such as the 90° adapter ring and magnetic base used in this case, which can maximize the performance potential of the API laser tracker in tight spaces. (Please refer to Figure 1 and Figure 3) In addition, there are accessory products available for deep hole and hidden point location detection, rapid point cloud acquisition, and automated three-dimensional and six-dimensional measurement detection. (Please refer to Figure 6)

Figure 6: API laser tracker functional expansion accessories and function introduction
Summary
The precise three-dimensional inspection of large compressor components is a key quality control step to ensure the long-term stable operation of core units. The API series laser trackers, with their large measurement capacity, micron-level measurement accuracy, flexible three-dimensional feature evaluation capabilities, and rich accessory system, overcome the limitations of traditional methods such as wire pulling and gauge combinations, elevating the measurement process from empirical trial and error to digital and visual precise verification.
This case also verifies the reliability and efficiency of the solution for typical measurement challenges such as multi-hole coaxiality, providing real-time data support for assembly adjustments and significantly improving the factory quality and operational lifespan of compressors. As industrial equipment becomes increasingly large and precise, API laser trackers will continue to play an irreplaceable role in the manufacturing and inspection of major equipment.
相关新闻:

Precision 3D measurement and inspection solutions for large compressor components
3D inspection requirements for large compressors and componentsLarge compressors
Stability Measurement and Evaluation of Pipeline Crawling Robots
Pipeline Crawling Robots and Detection RequirementsPipeline crawling robots are
Application of API Laser Tracker in the Measurement and Detection Field of Papermaking Machinery
Detection Requirements of Papermaking Machinery In order to address issues such
API Horizontal Arm Marking Machine Efficient Application in Industrial Production
About the Marking MachineThe marking machine is a measuring device commonly used
Learn More:

激光跟踪仪靶球&测头
Maximize laser tracker productivity with hand held and 激光跟踪仪主动靶标.
Learn More /laser-tracker-targets

XD Laser CMM Calibration
The XD Laser is the only assessment system that can measure all 6 error parameters simultaneously in a single set-up
Learn More /xd-laser
API Reverse Engineering Service
Reverse engineering services include scan as-built parts to creation of a 3D digital point cloud and CAD Model.
Learn More /reverse-engineering/