
 +86 10 84351506
+86 10 84351506
Importance of 3D Detection of Shield Machine Components
The shield machine is the core construction equipment for major underground projects such as tunnel excavation, urban subways, and cross-river water transmission. It integrates machinery, electricity, hydraulics, and control, featuring a complex structure, large size, and high cost. During the construction process, the cutter head drives the rotating cutting action, and the core components bear enormous loads and wear. Once a critical component fails, it can directly lead to work stoppage or even serious safety accidents.
Therefore, precise 3D detection of each core component of the shield machine is a key technical means to ensure manufacturing quality, control assembly accuracy, and assess service wear conditions. However, the large and heavy dimensions of the shield machine components make it difficult for traditional measuring tools to accurately measure the 3D dimensions and geometric tolerance data of the components, making it even harder to grasp the overall wear degree of the components. As a result, large-scale high-precision 3D measurement technology has become an inevitable choice for industry development.
Detection Content
The shield machine has a grand shield structure, mainly including more than ten core components such as the cutter head, main bearing, drive box, thrust cylinder, screw conveyor, and segment erector. The focus of 3D detection varies according to the functional characteristics and precision requirements of different components:
1. Main Bearing Detection. The main bearing is the core component of the shield machine's cutter head drive system, supporting the cutter head and enabling it to rotate and break rock. Main bearing detection mainly focuses on the concentricity, roundness, and cylindricity of each pitch circle and shoulder circle, with precision requirements typically in the range of 0.05mm to 0.1mm. The precision of the main bearing directly determines the stability and lifespan of the cutter head's rotation; once the bearing fails, the cutter head drive system will face paralysis.
2. Drive Box Detection. The main drive box is used to support the main bearing, drive flange, and reducer, serving as a key structural component for power transmission and conversion. It is large in size, complex in structure, and difficult to process. Drive box detection focuses on the coaxiality between the bearing mounting holes, the diameter precision of each pitch circle, and the positional accuracy, with coaxiality precision typically controlled within 0.05mm, and some critical positions requiring even higher standards.
3. Cutter Head Detection. The cutter head is located at the front end of the shield machine and directly participates in rock-breaking operations. Its flatness directly affects the uniformity of force on the cutter head surface, thereby influencing excavation efficiency and the overall lifespan of the machine. The diameter of the cutter head typically ranges from several meters to over ten meters, with overall flatness detection precision usually required to be within 0.1mm to 0.3mm. Additionally, the position and geometric accuracy of the tool mounting and tool holder holes must be checked to ensure uniform force on the tools during excavation.
4. Shield Body (Shield Shell) Detection. The shield body is the outer shell structure of the shield machine, and its geometric parameters such as cylindricity, roundness, and shield tail gap directly affect the quality of tunnel formation and the axial precision of equipment operation. During detection, multi-point 3D data collection of the shield shell surface is required, and cylindrical fitting is performed for geometric tolerance analysis.
5. Segment mold inspection. The segment of the shield tunnel is the innermost permanent lining structure of the tunnel, and the precision of its mold determines the quality of the segment product. Segment inspection involves key parameters such as flatness, inner and outer arc lengths, and angles, with a typical inspection precision requirement of 0.25mm-0.3mm. If mold deformation is not detected in time, it will lead to quality issues in the segments, further affecting the tunnel's waterproof performance and overall safety.
Measurement difficulties
Implementing precise three-dimensional inspection of the core components of the shield machine faces the following multiple challenges:
First: The workpiece size is extremely large, making traditional measuring tools difficult to cover. The diameter of the shield machine's cutter head ranges from several meters to over ten meters, and components such as the drive box and shield body are also large workpieces on the scale of several meters or even over ten meters. Traditional manual measuring tools like micrometers and calipers have limited ranges and cannot cover such a vast measurement scope. Even if used with difficulty, it is challenging to obtain complete geometric tolerance data.
Second: The contradiction between extremely high precision requirements and large measurement ranges. In large-scale ranges of several meters to tens of meters, the measurement precision requirements often reach levels of 0.1mm or even 0.05mm, while traditional measuring tools experience significant precision degradation over large ranges. The dual challenge of large scale and high precision places extremely high demands on the comprehensive performance of measuring instruments.
Three: The workpieces are heavy and inconvenient to move, requiring on-site measurement in place. The core components of the shield tunneling machine are mostly heavy steel structures, weighing from several tons to several dozen tons, making it difficult to frequently transport or move them to the measurement room for inspection. This necessitates that the measuring equipment must be portable and flexible, capable of achieving in-situ precision measurement in the manufacturing workshop or assembly site.
Four: Deep holes and hidden features are difficult to access directly. Components such as the drive box and main bearing have numerous deep holes, oil passage holes, bolt installation holes, and other hidden features, making it challenging for traditional measurement methods to collect data deeply. These key features, located in blind spots, are often core elements for ensuring assembly accuracy, and the lack of measurement for them will result in incomplete inspection results.
Five: The workshop environment is complex, with interference factors such as temperature and humidity changes, and vibrations. The temperature and humidity fluctuations in the manufacturing workshop are significant, and the temperature differences between morning and evening can easily cause thermal expansion and contraction of the workpieces; construction vibrations, dust, and other factors can also affect the stability and accuracy of measurement operations. The measurement system must have strong environmental adaptability and error compensation capabilities.

Figure 1: API series laser trackers (from left to right: models: Ilt / Radian Plus / Radian Pro / Radian Core / iLTx)
API Solutions
In response to the aforementioned challenges of three-dimensional precision measurement of the core components of shield tunneling machines, the Radian series laser trackers from the API brand provide a comprehensive and efficient solution.
The API laser trackers integrate advanced technologies such as precision optics, laser interferometry, precision mechanics, and modern control, making them portable three-dimensional coordinate measuring instruments that combine a large measurement range with high precision. Among them, the flagship model Radian Pro is equipped with dual lasers (IFM/ADM), and the measurement data is recognized as the standard for length measurement and can be traced.
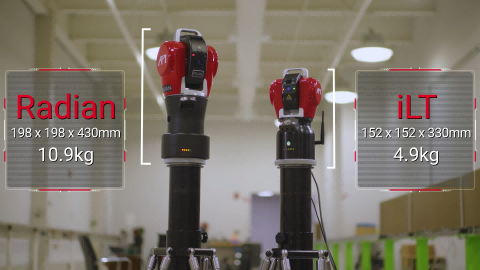
Figure 2: Radian and iLT laser trackers
The Radian Plus and Radian Core models achieve wireless data transmission and are powered by batteries, with effective working endurance exceeding 8 hours in normal environments, completely freeing them from cable constraints and allowing for quick adaptation to confined workspaces.
In addition, the newly launched iLT and iLTx laser trackers have reduced their size and weight by nearly 50% compared to the Radian series while maintaining performance, making them particularly suitable for automation production line integration and array measurement applications.
All series of laser tracker products are integrated with a "weather station" system, which can automatically compensate for environmental errors caused by temperature, humidity, and air pressure.

Figure 3: API laser tracker functional expansion accessories (from left to right: iScan3D intelligent scanning probe, AT active target, STS six-dimensional sensor, vProbe hidden point intelligent probe)

Figure 4: Introduction to the functions of various accessories
Measurement implementation process
In this case, the engineer used the API Radian Pro model laser tracker, along with the vProbe hidden point intelligent probe and standard target sphere (SMR), to carry out precise and efficient three-dimensional measurement operations on the shield machine components.
The operator first set up the Radian Pro laser tracker at a suitable position around the shield machine component to be inspected, powered it on, and connected it to a laptop.
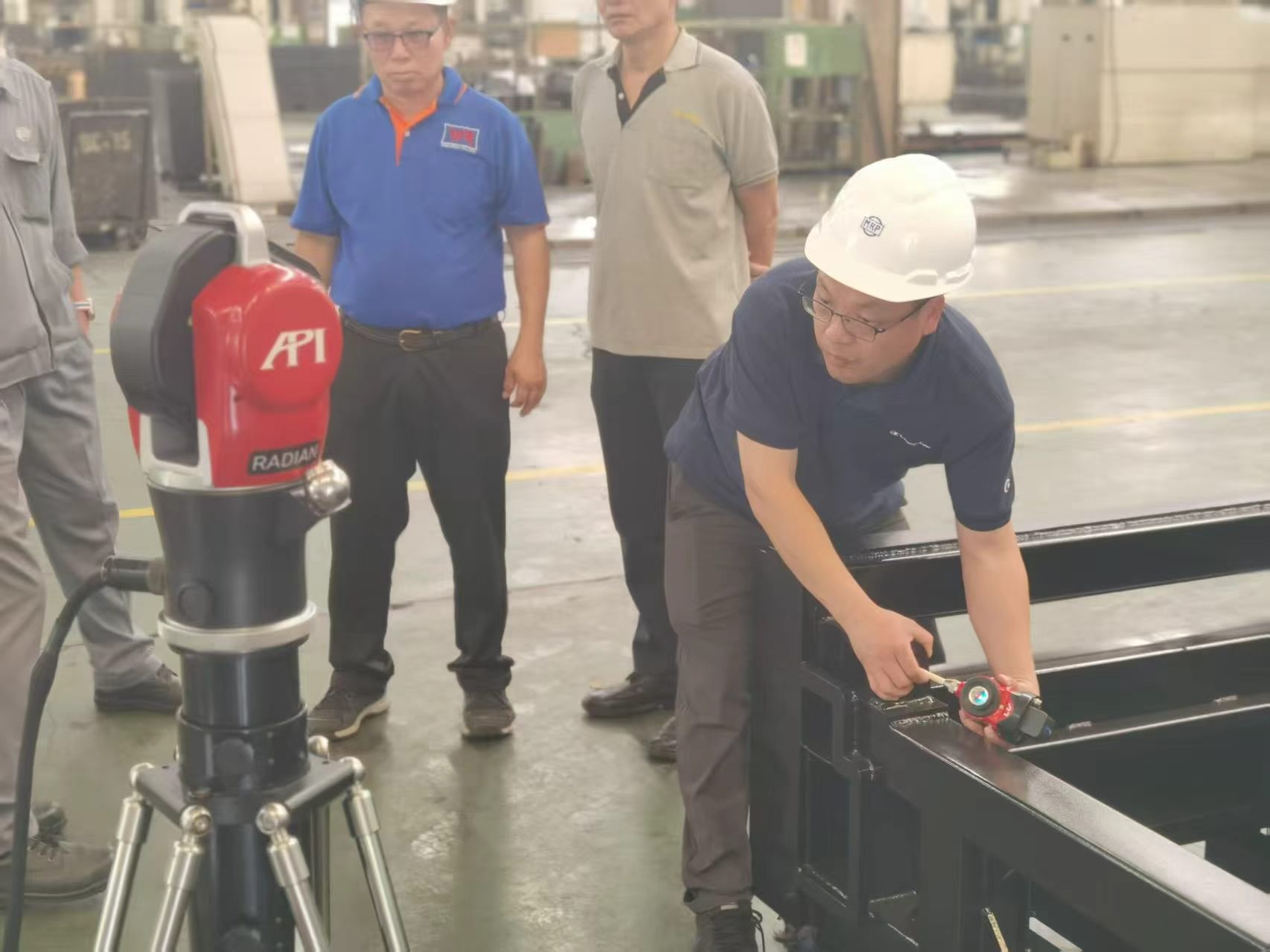
Figure 5: Measurement site of this case (i)
During the measurement, the operator held the tracking target sphere (SMR) with a built-in prism, the laser tracker emitted a laser to the center of the target sphere and locked onto it for tracking. The operator touched the position to be measured with the target sphere and paused briefly (the pause time can be set according to needs, or it can be continuous scanning without pause), and the tracker then performed measurement sampling at an ultra-high sampling rate of 1000Hz, sending the data to the measurement software on the laptop for subsequent analysis.
Once all spatial point coordinates have been collected, the measured points can be used in the measurement software to construct corresponding lines, surfaces, and volumes, and automatically calculate and analyze geometric tolerance data; it is also possible to import numerical models to compare the measured data with theoretical data, thereby analyzing the deviation between the measured values and theoretical values to achieve the purpose of inspection.
Measurement of hidden points
For the detection of deep holes and hard-to-reach hidden areas in operations, API has launched the vProbe intelligent probe for hidden points.

Figure 6: Measurement site of this case (ii)
The vProbe intelligent probe for hidden points features a laser receiving device similar to that of the SMR target ball. During measurement, the tracking instrument's laser is directed into this receiving device, allowing the probe on the probe head to penetrate deep holes or hidden locations for real-time collection of three-dimensional data. Probes are available in various lengths from 50mm to 500mm, making it easy to measure deep holes and hidden areas.
Other functional expansions
In addition to the vProbe intelligent probe for hidden points, API has developed various functional expansion accessories for laser tracking instruments based on in-depth frontline experience: the iScan3D intelligent scanning probe enables rapid scanning of workpieces; the ActiveTarget active target can reverse-lock the tracking instrument's laser to assist in automated measurement scenarios; and the STS six-dimensional sensor aids in measuring six degrees of freedom (6DoF) pose.
Summary
As an industrial heavyweight, the manufacturing precision of the core components of a shield tunneling machine directly affects the quality and safety of tunnel excavation projects. In the face of measurement challenges posed by the shield tunneling machine components, which are "extremely large in size, require high precision, are inconvenient to move, and have many hidden features," the API laser tracking instrument family, with its micron-level spatial measurement accuracy, an ultra-large measurement range of over 80 meters, a compact and portable design, and various functional expansion accessories represented by the vProbe intelligent probe for hidden points, provides a one-stop, fully-featured precision three-dimensional inspection solution for core components such as the cutter head, main bearing, and drive box of the shield tunneling machine.

Figure 7: Measurement site of this case (iii)
From quality control in the manufacturing stage to wear assessment during the service phase, and from improving detection efficiency on the production line to ensuring product quality reliability, the API laser tracking instrument continuously supports the high-quality development of the shield equipment manufacturing industry with its precise, efficient, and comprehensive measurement capabilities.

Figure 8: API Headquarters Building
About API
The API brand was founded by Dr. Kam Lau in 1987 in Rockville, Maryland, USA. He is the inventor of the laser tracker and holds multiple patents in globally leading measurement technologies, making him a leader in the field of precision measurement technology. Since its establishment, API has been dedicated to the research and production of precision measuring instruments and high-performance sensors in the mechanical manufacturing sector. Its products are widely used in advanced manufacturing fields around the world and are at the forefront of high-precision standards in coordinate measurement and machine tool performance testing.
相关新闻:
9D Integration of LiDAR in Automotive Production Lines
AbstractThe dynamic 9D LiDAR (9D LADAR) from API significantly enhances the effi
Installation calibration, online debugging of woodworking machinery And acceptance testing precisio
With the rapid development of electronics and automation technology, CNC technol
API Precision Measurement Services
About Measurement ServicesIn the fields of industry and manufacturing, contract

Precision 3D measurement and inspection solutions for large compressor components
3D inspection requirements for large compressors and componentsLarge compressors
Learn More:

激光跟踪仪靶球&测头
Maximize laser tracker productivity with hand held and 激光跟踪仪主动靶标.
Learn More /laser-tracker-targets

XD Laser CMM Calibration
The XD Laser is the only assessment system that can measure all 6 error parameters simultaneously in a single set-up
Learn More /xd-laser
API Reverse Engineering Service
Reverse engineering services include scan as-built parts to creation of a 3D digital point cloud and CAD Model.
Learn More /reverse-engineering/